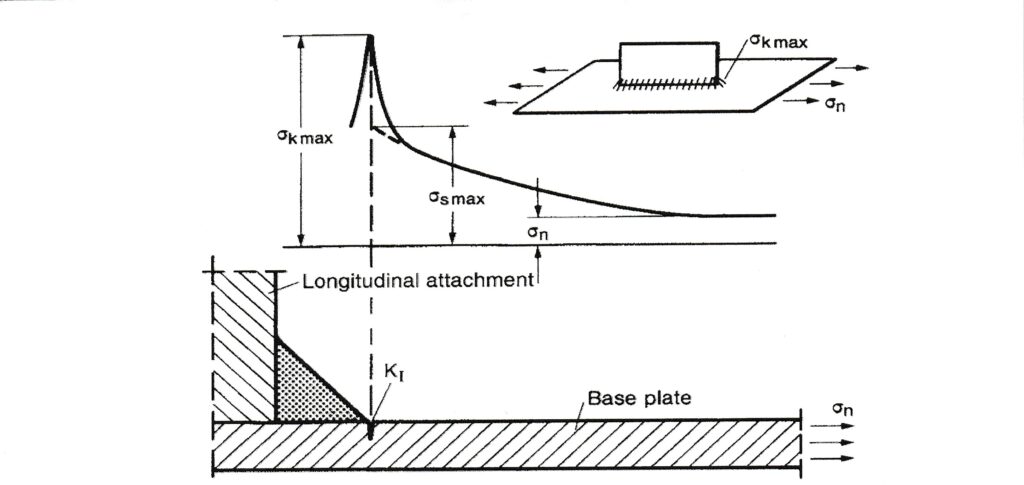
The fatigue life improvement methods are grouped into two classes: weld geometry methods and residual stress methods. The former methods are designed to reduce the stress concentrations due to the weld geometry and remove or reduce crack-like flaws (defects) at the weld toe. The latter methods introduce compressive residual stresses in the regions where the fatigue cracking is likely to occur. Grinding (either whole profile grinding or weld toe grinding), peening (needle peening or hammer peening), tungsten inert gas (TIG) dressing, and ultrasonic impact technique (UP), are currently used to improve the fatigue life of welded joints.
However, ultrasonic peening is the only technique which effectively reduce the local stress concentration and simultaneously replace tensile residual stresses by beneficial compressive residual stresses.